



Mi az a szarvasmarha vágósor?
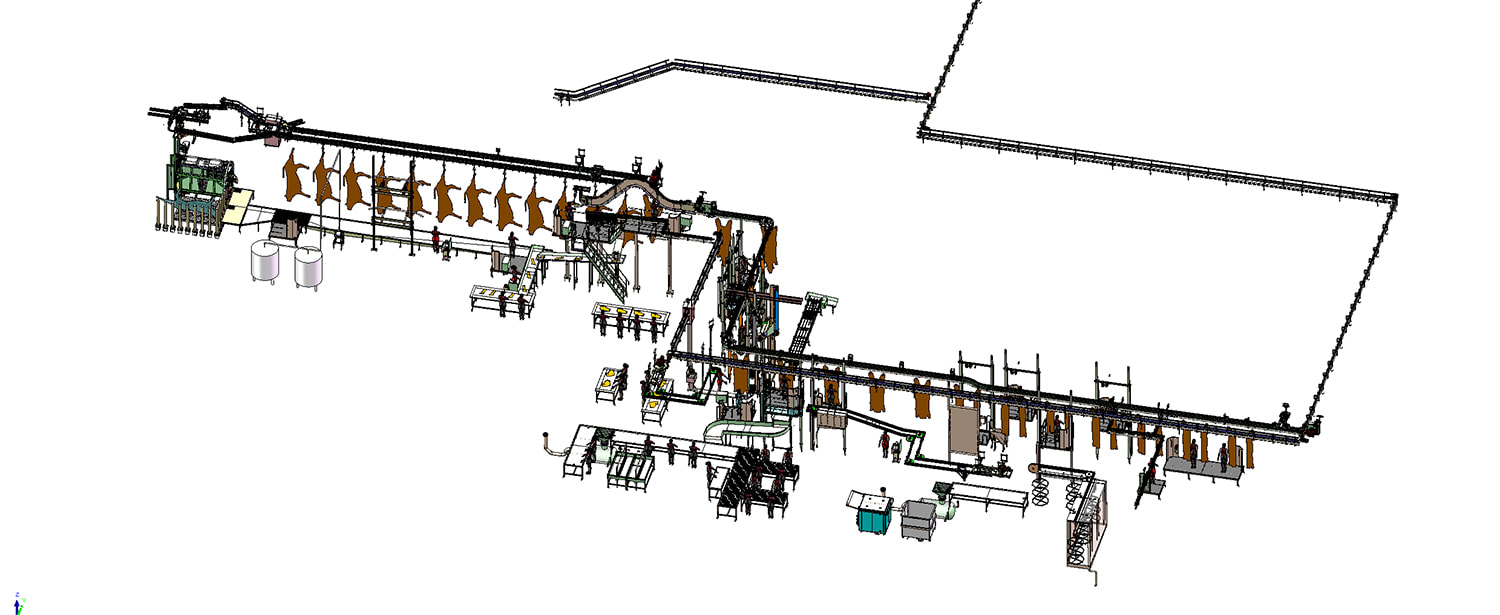
A szarvasmarha vágósor gépek, szállítószalagok, munkaállomások és szerszámok szisztematikusan elrendezett sorozata, amelyek együtt hajtják végre az élő szarvasmarhák kikészített hasított testté alakításának teljes folyamatát, amely készen áll a további feldolgozásra, hűtésre vagy kiskereskedelmi forgalmazásra. Marhavágósornak vagy szarvasmarha-feldolgozó sornak is nevezik, minden modern vágóhíd vagy marhahús-feldolgozó üzem működési gerince. A sorozatot úgy tervezték, hogy minden egymást követő lépést – az élő állatok megérkezésétől és elkábításától kezdve a kivéreztetésen, nyúzáson, zsigerelésen, felosztáson és végső ellenőrzésen át – egy folyamatos, ellenőrzött és higiénikus munkafolyamatban kezeljen.
A szarvasmarha vágósor mögött meghúzódó koncepció a hatékonyság a szekvenciális áramláson keresztül. A helyhez kötött feldolgozás helyett, ahol a munkások mozognak az állat körül, a tetem egy felső sínrendszer mentén mozog, miközben speciális munkások vagy automatizált berendezések fix állomásokon végeznek meghatározott feladatokat. Ez a megközelítés drámaian növeli az áteresztőképességet, csökkenti a keresztszennyeződés kockázatát, és lehetővé teszi a pontos minőség- és higiéniai ellenőrzést minden lépésnél. Egy jól megtervezett marhavágósor 20-tól 400 szarvasmarháig terjed óránként, méretétől, automatizálási szintjétől és a művelet méretétől függően.
Modern szarvasmarha vágósorok úgy tervezték, hogy megfeleljenek a szigorú élelmiszer-biztonsági előírásoknak, az állatjóléti szabványoknak és a környezetvédelmi követelményeknek. Legyen szó kis regionális vágóhídról vagy nagyméretű ipari marhahúsüzemről, a vonalak felépítésének megértése – és mi különbözteti meg a jól megépített vonalat a rosszul megtervezetttől – elengedhetetlen a megalapozott befektetési döntések meghozatalához és a biztonságos, hatékony és megfelelő működéshez.
A szarvasmarhavágási vonal lépésről lépésre történő folyamata
Minden szarvasmarha-feldolgozó vonal meghatározott műveletsort követ. Minden lépés az előzőre épül, és az egyes szakaszok higiéniája, gyorsasága és precizitása közvetlenül befolyásolja a végtermék minőségét és biztonságát. Itt van egy részletes áttekintés a teljes folyamatról:
Otthon és állatok fogadása
Bármilyen feldolgozás megkezdése előtt a szarvasmarhákat ólban tartják – a vágótelepen lévő karámban – egy kötelező pihenőidőre, amely jellemzően 12-24 óra. Ez a pihenőidő mind az állatjóllét, mind a húsminőség szempontjából kritikus. A stresszes állatok kortizolt szabadítanak fel és kimerítik az izomglikogént, ami megemeli az izom pH-ját, és sötét, kemény, száraz (DFD) marhahúshoz vezet – ez komoly minőségi hiba. Az elhelyezés során az állatok hozzáférhetnek vízhez, és képzett levágást megelőző állatorvosi vizsgálatot végeznek a betegség, sérülés vagy vágásra alkalmatlan állatok azonosítására és elkülönítésére. Csak az ante mortem vizsgálaton átesett állatok lépnek a vágósorra.
Lenyűgöző
A szarvasmarhákat az ólból egy karámon és egyreszelőn keresztül egy lenyűgöző dobozba hajtják – egy keskeny, zárt istállóba, amely visszatartja az állatot a kábító eljáráshoz. A hatékony kábítás azonnal és visszafordíthatatlanul eszméletlenné teszi az állatot a kivéreztetés előtt, ami a legtöbb országban állatjóléti követelmény és jogszabályi előírás is. A legszélesebb körben alkalmazott módszer a behatoló csavaros kábítás, amikor egy pneumatikus vagy porral működtetett eszköz egy acélcsavart lő ki az agy elülső lebenyébe. A megfelelő pozicionálás – amelynek célja az egyes kürtök tövétől a szemközti szemig húzott két átlós vonal metszéspontja – elengedhetetlen a tiszta, hatékony kábításhoz. Egyes létesítmények, különösen a halal vagy kóser piacra feldolgozott létesítmények, nem behatoló, zárt csavarral vagy ellenőrzött atmoszférájú kábítási módszereket alkalmaznak, amelyek megfelelnek a vallási vágási követelményeknek.
Megbilincselés és emelés
Közvetlenül a kábítás után az állatot az egyik vagy mindkét hátsó lábával bilincsbe kötik a felső sínrendszerhez rögzített lánc vagy bilincs segítségével. Egy emelő – akár kézi, akár motoros – felemeli a kábított állatot a padlóról, és ráemeli az elvérző sínre. A kábítás és a felemelés közötti sebesség kritikus fontosságú: a hatékony kábítás és az elvérzés kezdete közötti időtartamot minimálisra kell csökkenteni – ideális esetben 60 másodperc alatt – annak biztosítása érdekében, hogy az állat eszméletlen maradjon a vérzési folyamat során, és maximalizálja a vér elvezetését a tetemből.
Vérzés (ragadás)
A kifúvó sínen egy szakképzett kezelő elvégzi a ragasztóvágást – egy hosszú, éles ragasztókéssel elvágja a nyak tövénél található főbb ereket (a nyaki artériákat és a nyaki vénákat). A tetemet jellemzően vérző kamrába zárják, vagy egy vízelvezető vályú fölé helyezik, hogy vért gyűjtsenek, amely visszanyerhető sömörítéshez, gyógyszerészeti felhasználáshoz vagy vérliszt előállításához. A szarvasmarhákat legalább három-öt percig kivéreztetik. A hiányos vérzés az egyik leggyakoribb oka a tetem rossz megjelenésének, ami sötét, vérfoltos húst eredményez. Halal vágásnál a tapadó vágásnak egyetlen, gyors mozdulattal le kell vágnia az összes meghatározott edényt, miközben az állat a kiblah felé néz – és az eljárást egy képzett muszlim vágómesternek kell elvégeznie, megfelelő áldással.
Fej eltávolítása és bőr eltávolítása (nyúzás)
Vérzés után a fejet eltávolítják az atlasz ízületénél, és áthelyezik egy erre a célra szolgáló fejvizsgáló állványra, ahol levágás utáni állatorvosi vizsgálatnak vetik alá a betegség jeleit, különösen a tuberkulózis nyirokcsomó-vizsgálatát. A fej az ellenőrzés során a hasított testtel azonosítható marad. Nyúzás – a bőr eltávolítása – következik, meghatározott sorrendben az alsó lábszártól a test felé haladva. A modern szarvasmarha vágósorok a kézi késsel végzett munka kombinációját alkalmazzák a lábaknál, a hasnál és a hátnál, amit egy mechanikus bőrhúzó követ, amely egyetlen lefelé húzással eltávolítja a bőrt a tetemről. A bőrlehúzók jelentősen csökkentik a hasított bőrbaktériumokkal való szennyeződés kockázatát, és csökkentik a munkaerőigényt a teljesen kézi nyúzáshoz képest.
Zsigerelés
Zsigerelés — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Felosztás
A zsigerelés után a tetemet a csigolya mentén hosszirányban két félre (oldalra) hasítják motoros szalagfűrész vagy oda-vissza mozgó hasítófűrész segítségével. A hasításnak pontosan a gerincoszlop közepét kell követnie, hogy szimmetrikus oldalakat hozzon létre, és megkönnyítse a gerincvelő eltávolítását – ez sok országban kötelező lépés a szarvasmarha szivacsos agyvelőbántalma (BSE) meghatározott kockázati anyag (SRM) ellenőrzésének részeként. A gerincvelő, valamint a koponya, a csigolya és az idősebb állatok egyéb meghatározott szövetei SRM-nek minősülnek, és szigorú hatósági ellenőrzés mellett kell eltávolítani és ártalmatlanítani a BSE-kockázatú régiókban.
Levágás utáni vizsgálat, vágás és mosás
A tetemfelek a levágást követő vizsgálati állomásra jutnak, ahol a kormány által felhatalmazott állatorvos vagy húsfelügyelő megvizsgálja a tetemet, a szerveket és a fejet, hogy nem észlelhetők-e betegségre, patológiára vagy szennyeződésre utaló jelek. Az átadott tetemeket ezt követően le lehet vágni, hogy eltávolítsák a látható szennyeződéseket, zúzódásokat vagy SRM-anyagokat, majd egy utolsó nagynyomású vízmosást, hogy eltávolítsák a csontport, a felületi baktériumokat és a megmaradt szennyeződéseket. Egyes létesítmények ebben a szakaszban antimikrobiális beavatkozásokat is alkalmaznak, például szerves savas permetet (tejsav vagy ecetsav), hogy csökkentsék a felületi baktériumterhelést és meghosszabbítsák az eltarthatóságot – ez a gyakorlat az Egyesült Államokban szabványos, de az EU-ban eltérően szabályozzák.
Mérlegelés, osztályozás és hűtés
Az ellenőrzött és mosott hasított testfeleket egy soros sínmérlegen mérik, és minőségi és hozamosztályozási osztályba sorolhatók (USDA Prime/Choice/Select az Egyesült Államokban, vagy EU osztályozási rendszer Európában). A hasított testeket ezután hűtőhelyiségekbe szállítják, ahol meghatározott időkereten belül 7°C (45°F) alatti belső hőmérsékletre hűtik őket – általában 24–36 órán belül a nagy szarvasmarha tetemek esetében. A gyors és egyenletes hűtés kritikus fontosságú az élelmiszerbiztonság, a érzékenység és az eltarthatóság szempontjából. A nagy áteresztőképességű üzemekben robbantott hűtési alagutak és gondosan ellenőrzött légáramlási minták használatosak a megfelelő hűtési sebesség elérése érdekében.
A szarvasmarhavágó sor alapvető felszerelése
A teljes szarvasmarha-feldolgozó sor speciális berendezések széles skáláját tartalmazza. Az egyes berendezések minősége, kialakítása és karbantartása közvetlenül befolyásolja a teljesítményt, a higiéniát, a dolgozók biztonságát és a hasított test minőségét. Itt található az alapvető felszerelési kategóriák bontása:
| Berendezés | Funkció | Az értékelendő kulcsfontosságú jellemzők |
| Lenyűgöző Box | Fékezi az állatokat a kábítás érdekében | Állatjóléti kialakítás, egyszerű tisztítás |
| Fogságban lévő Bolt Stunner | Eszméletlenné teszi az állatot | Behatolási mélység, karbantartási megbízhatóság |
| Emelő és szállítórendszer | Felemeli a hasított testet a légtelenítő sínre | Emelőképesség, sebesség, biztonsági jellemzők |
| Felső vasúti rendszer | A hasított testet minden állomáson keresztül mozgatja | Sínszelvény, teherbírás, korrózióállóság |
| Vértelenítő szekrény / vályú | Vérzés közben vért gyűjt | Vérvisszanyerési hatékonyság, elvezetés kialakítása |
| Hide Puller | Mechanikusan eltávolítja a bőrt | Vonóerő, tetemszennyeződés ellenőrzése |
| Zsigerelés Platform | Állítható magasságú dolgozói platform szerveltávolításhoz | Ergonómia, higiénia, állíthatósági tartomány |
| Viscera ellenőrző kocsi | Szerveket tart a tetem mellett ellenőrzés céljából | Személyazonosság nyomon követése, egyszerű fertőtlenítés |
| Karkaszhasító fűrész | A hasított testet a csigolya mentén hasítja | Penge típus, vágási pontosság, SRM vezérlés |
| Magasnyomású vázmosó | Végső felületi fertőtlenítő mosás | Víznyomás, lefedés, víz újrahasznosítás |
| In-Line Rail Scale | Automatikusan leméri a hasított test felét | Pontosság, adatintegráció üzemirányítási rendszerrel |
| Kés sterilizáló egységek | Fertőtleníti a késeket a vágások között | Vízhőmérséklet (minimum 82°C), áramlási sebesség |
Higiéniai és élelmiszerbiztonsági tervezési alapelvek
A higiénia az egyetlen legfontosabb tervezési kritérium a szarvasmarha vágási vonalon. Minden szerkezeti, felszerelési és munkafolyamat-döntésnél prioritásként kell kezelni a tetemek mikrobiológiai szennyeződésének megelőzését, valamint a hatékony tisztítás és fertőtlenítés elősegítését. A következő elvek alapvetőek a higiénikus vágósorok tervezésénél:
- Tiszta/piszkos áramlás elválasztása: A vezetéket fizikailag úgy kell megtervezni, hogy a tiszta hasított oldal soha ne keresztezze a szennyezett területeket, mint például a bőreltávolító zóna, a gyomor- és bélkezelési területek vagy a hulladékelhelyezési útvonalak. Egy jól megtervezett üzemben a légáramlás, a személyzet mozgása és az anyagáramlás szigorú tiszta-piszkos irányt követ.
- Rozsdamentes acél szerkezet: Minden olyan felületnek, berendezéskeretnek, síneknek, platformnak és szállítószalagnak, amely érintkezhet a tetemekkel, vagy vérnek, víznek vagy gőznek lehet kitéve, élelmiszer-minőségű rozsdamentes acélból kell készülnie (jellemzően 304-es vagy 316-os minőség). A rozsdamentes acél ellenáll a korróziónak, tolerálja a vegyi fertőtlenítőszereket, és nincs felületi porozitása a baktériumok elszaporodásához.
- Kés higiéniai állomások: Több késes sterilizáló egységet – amelyek legalább 82°C-os (180°F) hőmérsékletű vizet tartalmaznak – úgy kell elhelyezni az egész vonal mentén, hogy a kezelők minden tetem között sterilizálhassák késeiket. Ez a legtöbb joghatóságban szabályozási követelmény, és az állatok közötti keresztfertőzés megelőzésének elsődleges ellenőrzése.
- Nulla karkasz-padló érintkezési szabályzat: Ha egy tetemet felemeltek a felső sínre, az soha többé nem érintheti a padlót, a falakat vagy bármely nem fertőtlenített felületet. A sínek magasságát, a platform kialakítását és a berendezés elhelyezését úgy kell kialakítani, hogy ez minden feldolgozási lépésben garantálható legyen.
- Vízelvezetés és vízgazdálkodás: A padlóknak a vízelvezető csatornák felé lejtősnek kell lenniük (minimum 2%-kal), megfelelő leeresztőkapacitással, hogy kezelni lehessen a műveletek és a tisztítás során a vízcsúcsot. A vízelvezető rendszereknek meg kell akadályozniuk, hogy a víz a szennyezett zónákból a tiszta zónákba áramoljon.
- Levágás előtti és levágást követő szemle integrációja: A vonalelrendezésnek megfelelő, jól megvilágított ellenőrző állomásokat kell biztosítania, amelyek megfelelő hozzáférést biztosítanak a hatósági állatorvos számára a hasított testek, fejek és zsigerek szisztematikus vizsgálatához, anélkül, hogy megszakítanák a vonal áramlását.
Az áteresztőképesség és a vonalsebesség tervezése
A szarvasmarha vágósorok kapacitásának és sebességének megfelelő kialakítása az egyik legkövetkezményesebb mérnöki döntés az üzem tervezésében. A túl lassú vonal nem teszi lehetővé a kapacitást és a jövedelmezőséget; a túl gyors élelmiszer-biztonsági kockázatokat, az állatjóléti szabályok megsértését és a dolgozók sérülését okozza. Íme, hogyan kell gondolkodni a kapacitástervezésről:
Cél áteresztőképesség meghatározása
Kezdje a reális napi és éves leölési célokkal, figyelembe véve a tervezett üzemidőt, műszakmintákat és a szarvasmarha-kínálat szezonális változásait. A legtöbb vágósor napi egy vagy két műszakban működik, nyolc-tíz óra között. A nettó gyártási idő kiszámításakor vegye figyelembe a tisztítás és fertőtlenítés ütemezett állásidejét – jellemzően műszakonként egy-két órát. A közepes méretű vágóhidak általános mérőszáma az 50-100 fej óránként; a nagy ipari üzemek óránként 200-400 fővel működnek.
Szűk keresztmetszetek elemzése
Minden vágósornak van egy szűk keresztmetszete – az egyetlen állomás vagy művelet, amely korlátozza az egész sor maximális sebességét. A zsigerelés és a felosztás általában a sebességkorlátozó lépések. Amikor új vonalat tervez vagy egy meglévőt korszerűsít, azonosítsa a szűk keresztmetszetet és a körülötte lévő tervezést. A szűk keresztmetszetnél az automatizálás, például az automata szegyfűrészelés vagy a robotizált zsigerelőrendszerek hozzáadása jelentősen növelheti a teljesítményt a munkaerő arányos növekedése nélkül.
Munkaerőigények áteresztőképesség szerint
A munkaerőigény az áteresztőképességgel skálázható, de nem lineárisan – az automatizálás csökkentheti az egyes feladatok munkaerő-intenzitását. Hozzávetőleges iránymutatás egy hagyományos személyzettel rendelkező marhavágósorhoz:
- 20-50 fő/óra: Körülbelül 15–30 vágóhídi dolgozó, valamint felügyelő, ellenőrző és közüzemi személyzet.
- 50-100 fő/óra: Körülbelül 30-60 vágóhídi munkás, speciálisabb feladatokkal minden állomáson.
- 100-200 fő/óra: 60–120 dolgozó magas feladatra specializálódott, ergonomikus munkaállomás-kialakítással, és jellemzően néhány automata segédeszközzel a bőrhúzáshoz, a mellvágáshoz és a hasított test mosásához.
- 200 fő/óra: Az ilyen léptékű nagy ipari üzemek nagymértékben fektetnek be a robotizált és automatizált rendszerekbe a munkaerőköltségek, a következetesség és az ergonómiai sérülések kockázatának kezelése érdekében.
Szarvasmarhavágósor vásárlásakor értékelendő kulcstényezők
A szarvasmarha vágósorba való befektetés jelentős tőkedöntés. Függetlenül attól, hogy teljes kulcsrakész rendszert vagy egyedi berendezés-alkatrészeket vásárol, ezek a kritikus tényezők, amelyeket értékelni kell, mielőtt elkötelezné magát:
- A helyi előírásoknak való megfelelés: Ellenőrizze, hogy a berendezés és a vonal kialakítása teljes mértékben megfelel-e az Ön országában érvényes élelmiszerbiztonsági, állatjóléti és környezetvédelmi előírásoknak. Kérje meg a beszállítót, hogy adjon referenciákat az Ön szabályozási joghatósága alá tartozó üzemi létesítményekről, és erősítse meg, hogy berendezéseiket az Ön nemzeti élelmiszerbiztonsági hatósága elfogadja.
- Szállítói tapasztalatok és referenciák: Válasszon olyan beszállítókat, akik dokumentált tapasztalattal rendelkeznek az Önéhez hasonló kapacitású és konfigurációjú szarvasmarhavágó sorok tervezésében és üzembe helyezésében. Kérjen helyszíni látogatást a működő referenciaüzemekben, és beszéljen közvetlenül az üzemvezetőkkel a megbízhatóságról, az értékesítés utáni támogatásról és a pótalkatrészek elérhetőségéről.
- Anyagminőségi és építési szabványok: Ragaszkodjon a teljes rozsdamentes acél konstrukcióhoz minden termékkel érintkező felülethez és nedves felületű szerkezethez. Kérjen anyagtanúsítványokat és hegesztési minőségi dokumentációt. Az alacsony költségű lágyacélból vagy gyenge hegesztési minőséggel épített vezetékek gyorsan korrodálódnak, és tartós higiéniai problémákat okoznak.
- Automatizálási szint és jövőbeli skálázhatóság: Ne csak a jelenlegi átviteli igényeit vegye figyelembe, hanem az ötéves növekedési tervét is. Válasszon olyan vonalkonfigurációt, amely bővíthető – további állomások, automatizálási frissítések vagy a vonalsebesség növelése révén – anélkül, hogy teljes átépítésre lenne szükség.
- Pótalkatrészek elérhetősége és helyi szerviztámogatás: A berendezések leállása a vágóüzemben rendkívül költséges. Győződjön meg arról, hogy a kritikus cserealkatrészek helyben vannak raktáron vagy expressz kézbesítésre állnak rendelkezésre, és hogy a szállító rendelkezik képzett szerviztechnikusokkal, akik 24-48 órán belül reagálnak a berendezés meghibásodására.
- Teljes tulajdonlási költség: Értékelje a vonal teljes életciklus-költségét – ne csak a vételárat. Tényező az energiafogyasztásban, a vízfelhasználásban, a tisztító vegyszerek költségeiben, a karbantartási munkában, a pótalkatrészekben és a berendezés várható produktív élettartamában. Egy jobb minőségű vonal, amely 30%-kal többe kerül előzetesen, de 25 évig kitart minimális állásidővel, szinte mindig jobb megtérülést biztosít, mint a gyakori javítást és korai cserét igénylő költségvetési tétel.
- Képzési és beüzemelési támogatás: A teljes kulcsrakész szállítónak helyszíni telepítési felügyeletet, üzembe helyezést és alapos képzést kell biztosítania az üzemeltető és karbantartó személyzet számára. A nem megfelelő képzés az egyik leggyakoribb oka annak, hogy az új vágósorok működésük korai hónapjaiban alulteljesítenek a tervezési előírásokhoz képest.










